












~(株)フローサイエンスジャパン開発モジュール ~

| FLOW-3D WELD 概要 | 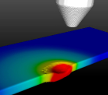 溶接事例 溶接事例 |
FLOW-3D WELD 溶接事例
ここでは、FLOW-3D WELD を用いた下記溶接解析事例をご紹介いたします。
- 熱伝導型溶接(レーザ)
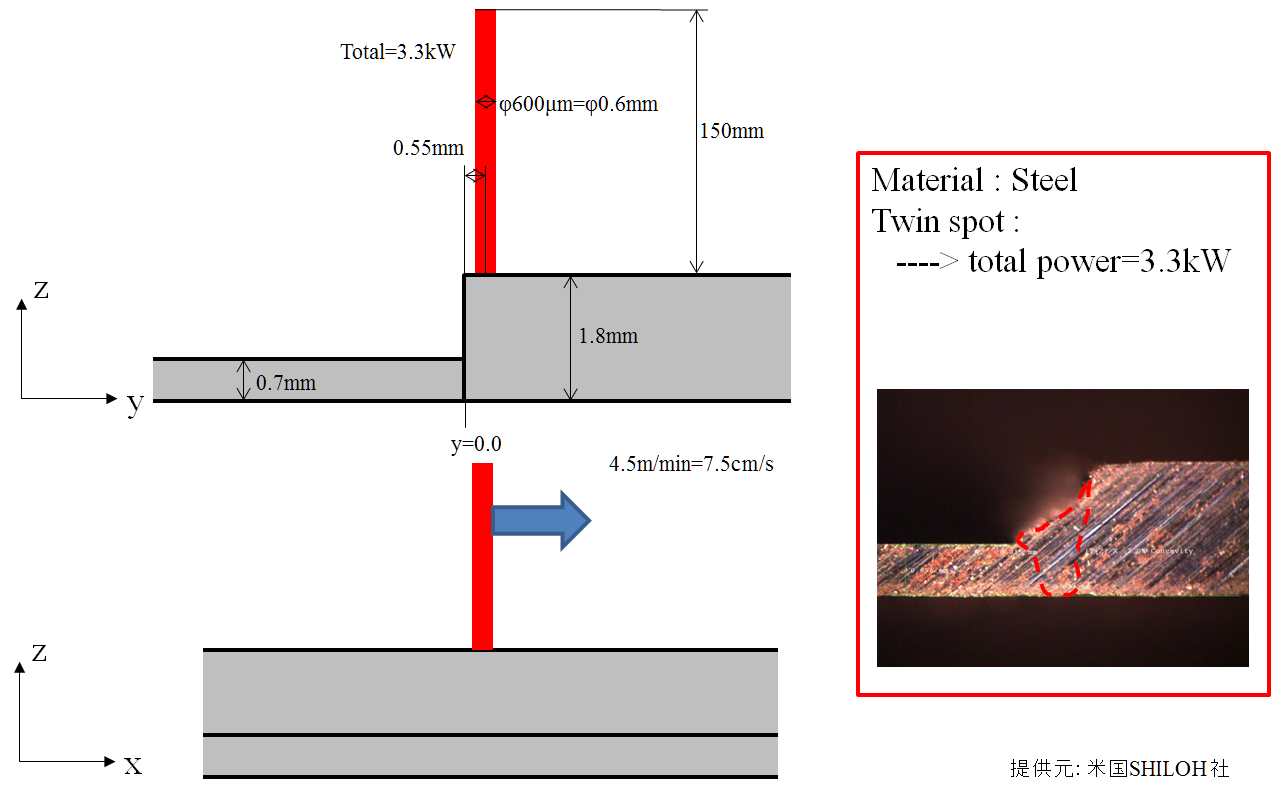
肉厚の異なる母材、突合せ - ハイブリッド
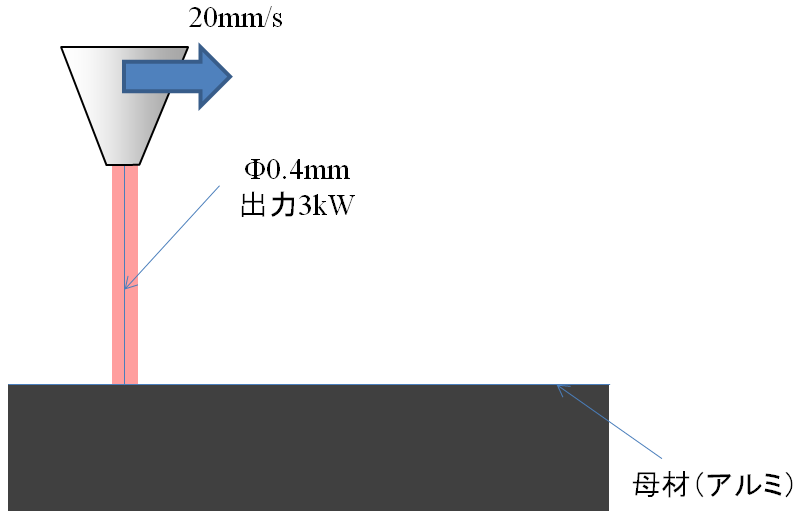
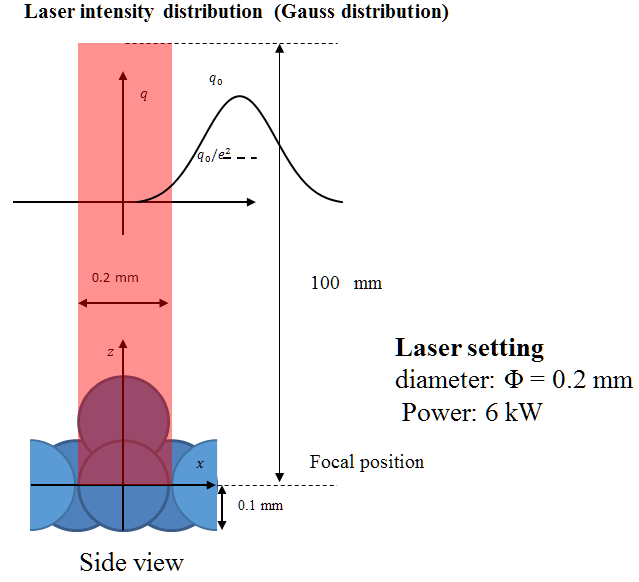
レーザ/アークのハイブリッド - 深溶け込み型(キーホール)
アルミ平板による溶け込み深さ、形状の確認 - レーザ肉盛
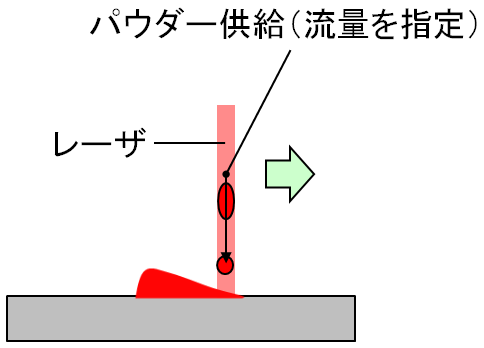
パウダーの供給と溶解 - アーク溶接
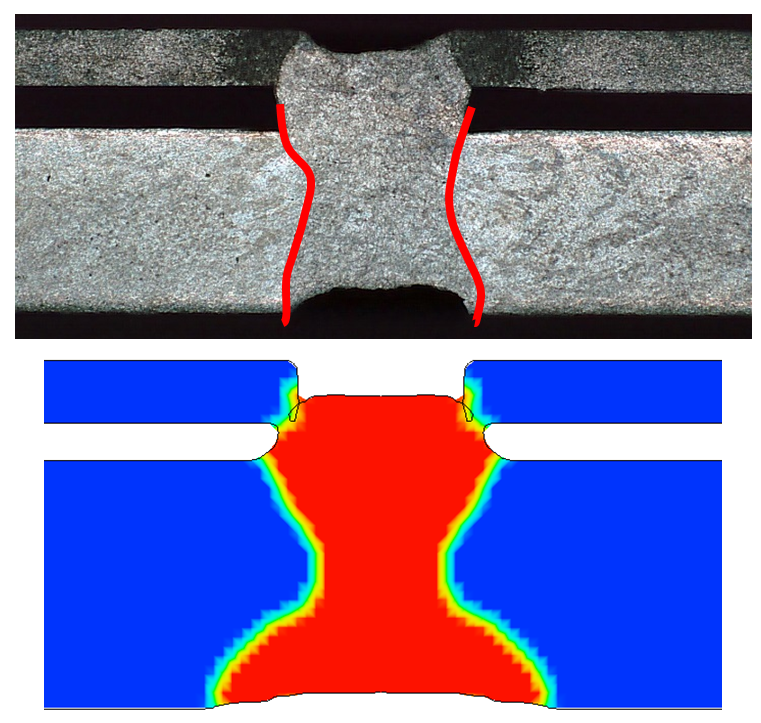
重ね合わせ継手 貫通の評価 - レーザ溶接(重ね継手)
重ね継手の実験との比較 - Selective Laser Sintering (3D printing)
3次元プリンターへの応用
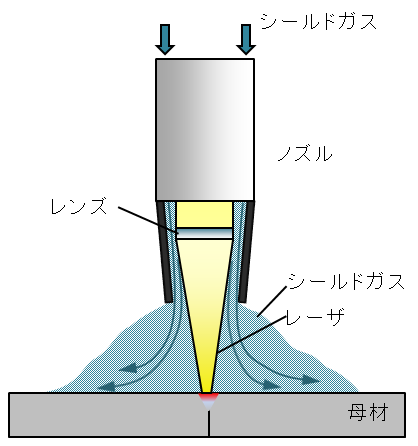
レーザ溶接の特徴
|
|
熱伝導型溶接
熱伝導型溶接 結果
|
|
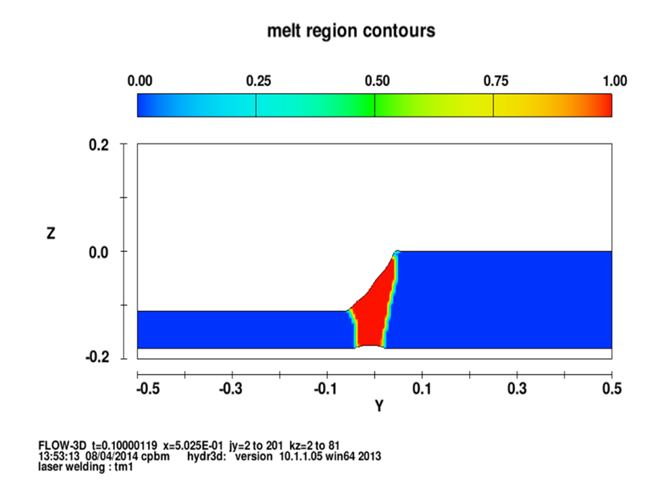
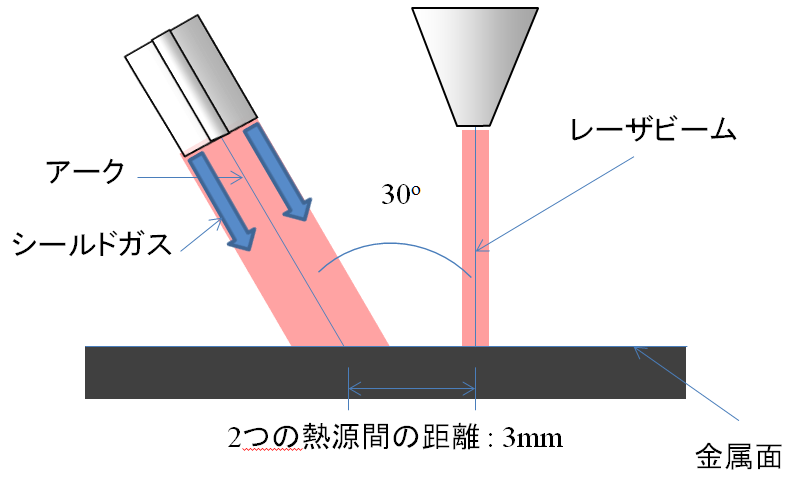
ハイブリッド
鋼板のレーザ/アークのハイブリッド溶接の解析を行いました。
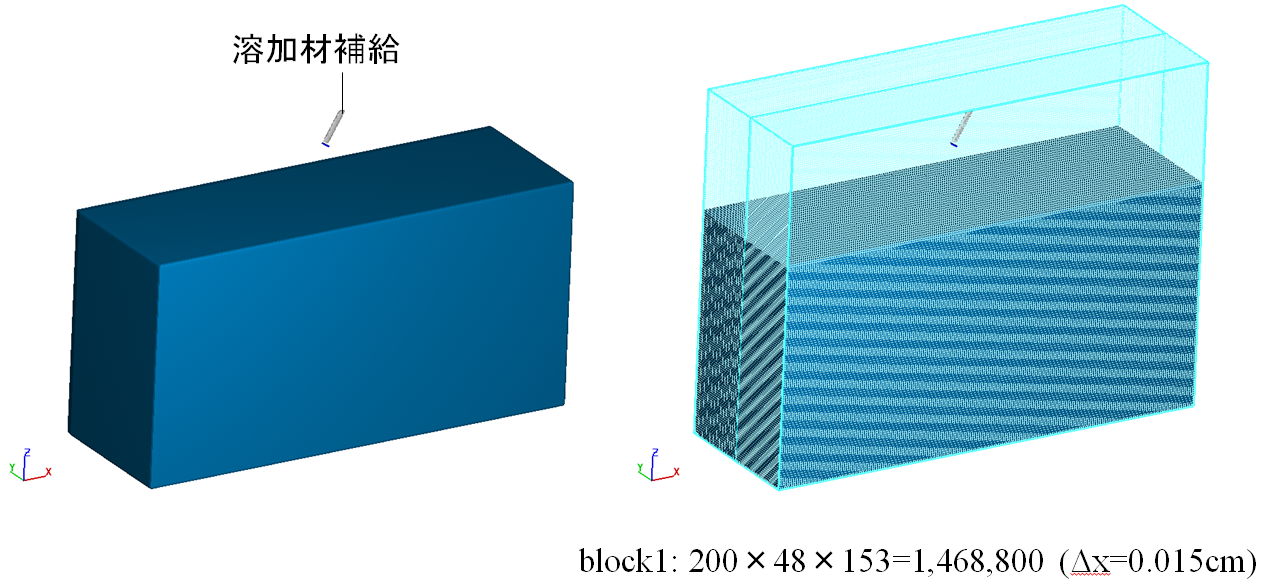
解析条件
|
|
メッシュ
解析と実験との比較
温度の単位は[K]です。
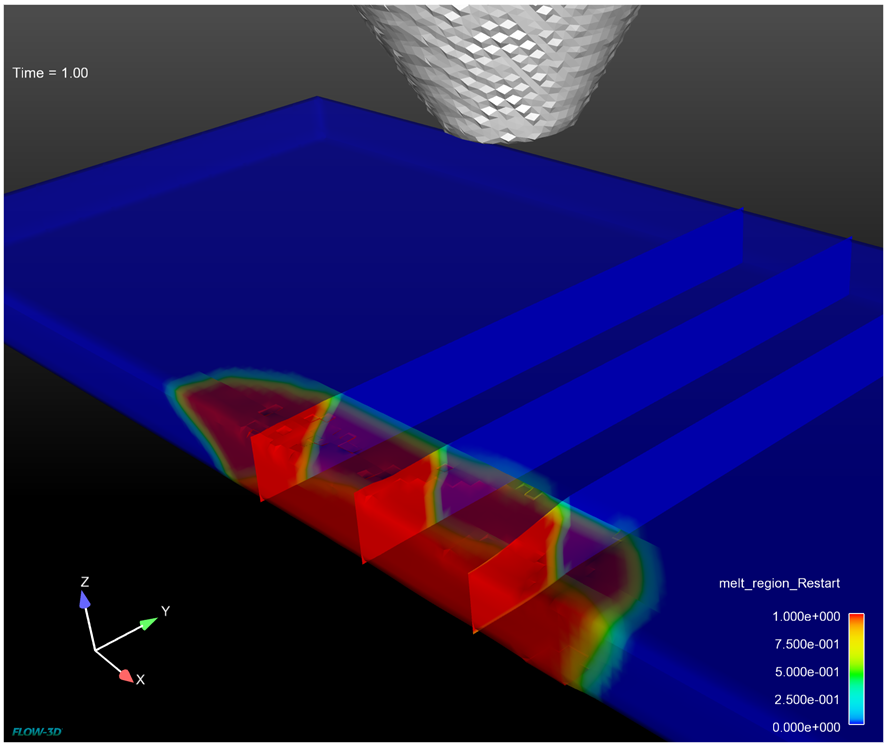
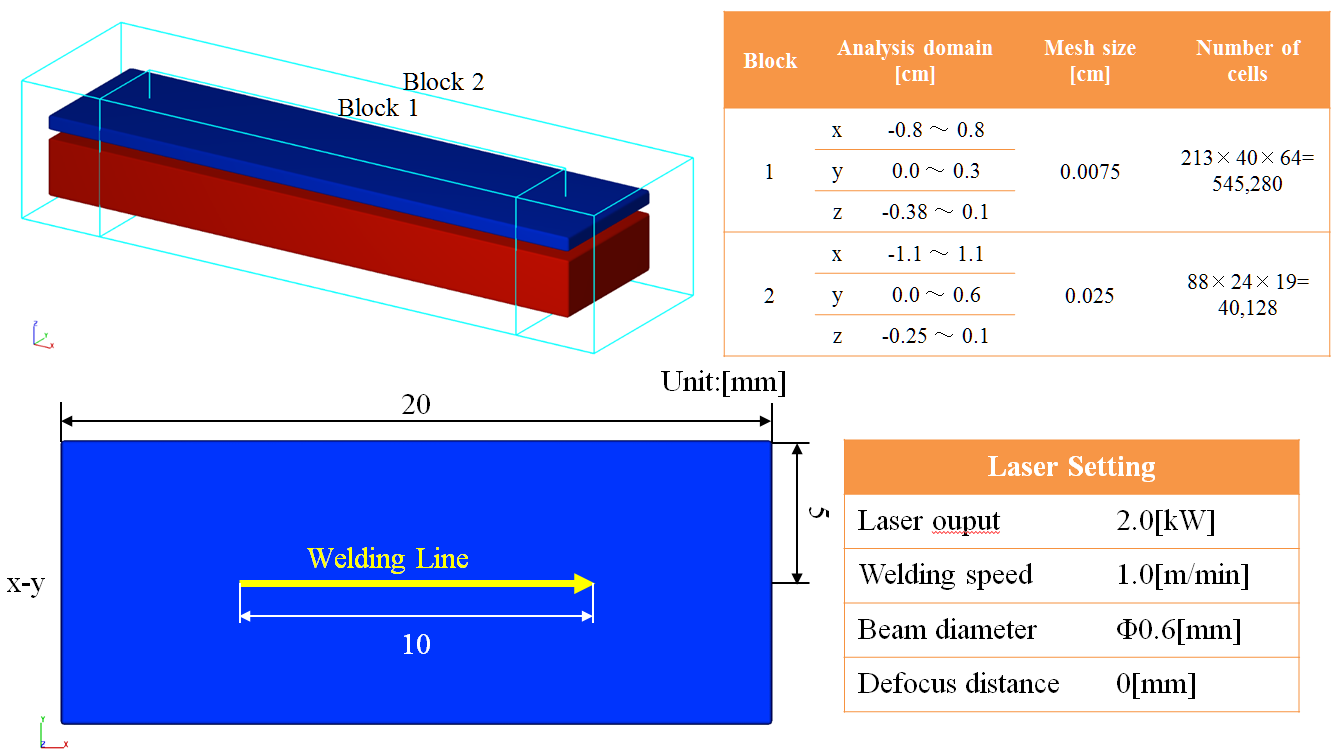
深溶け込み型(キーホール)
解析モデル
|
3D 温度表示
|
レーザ肉盛 Laser Metal Deposition (LMD)
パウダー供給 レーザによる溶解
解析モデル
|
3D 温度表示
|
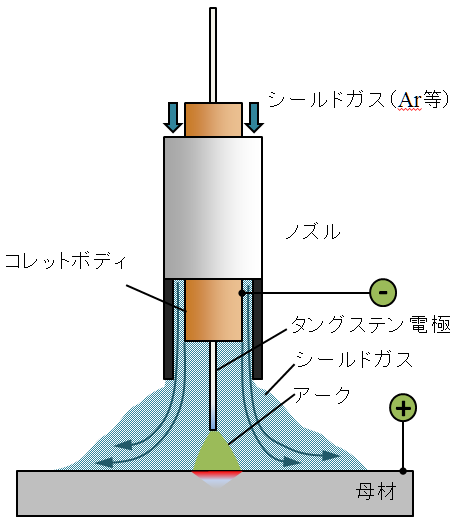
アーク溶接
TIG(Tungsten Inert Gas)
|
|
解析条件
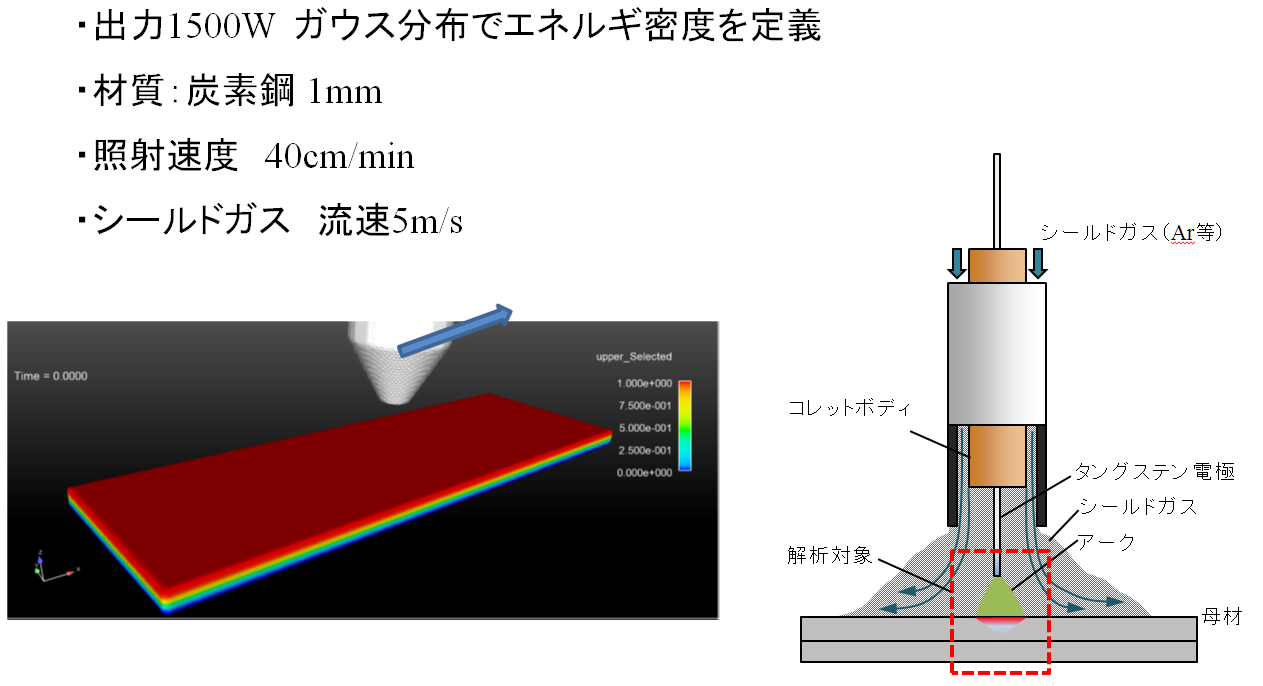
解析結果:温度コンター[K]
TIG(Tungsten Inert Gas)
|
|
解析結果:溶融部の撹拌
TIG(Tungsten Inert Gas)
|
|
解析結果:溶融部撹拌 流速ベクトル
TIG(Tungsten Inert Gas)
|
|
解析結果:ビード形状
TIG(Tungsten Inert Gas)
|
|
解析結果:高出力の場合 温度コンター[K]
TIG(Tungsten Inert Gas)
|
|
レーザ溶接(重ね継手)
解析結果と実機との断面比較
Selective Laser Sintering (3D printing)
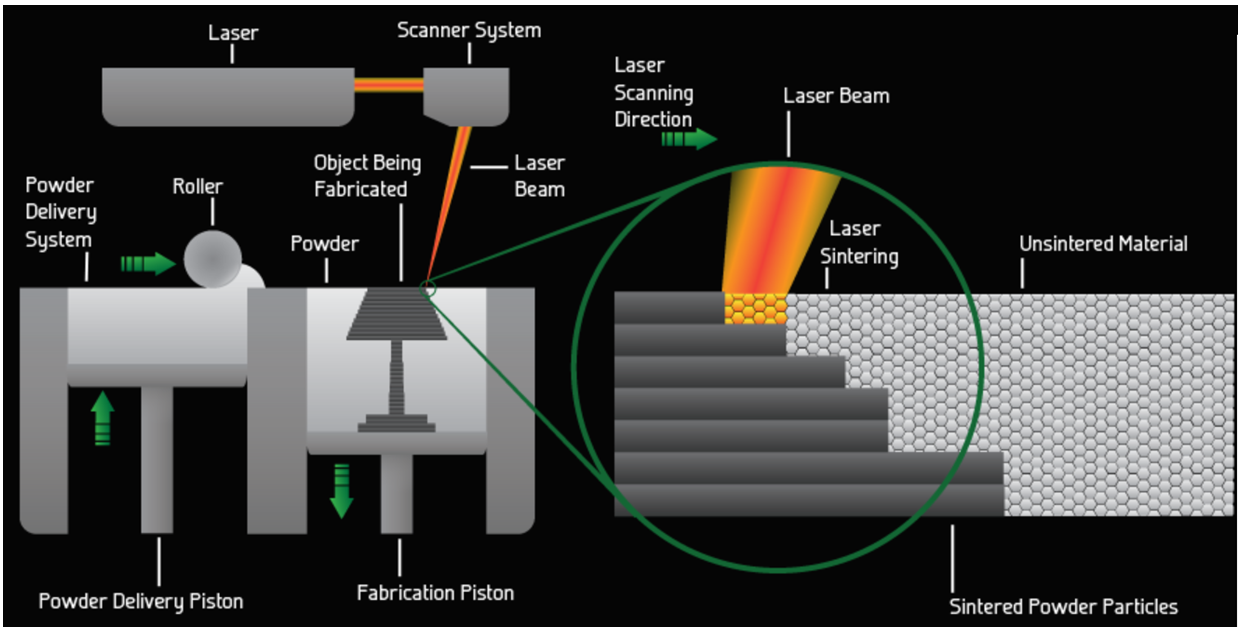
選択的レーザ融解解析
|
|
|
価格・ライセンス形態などお気軽にお問合せください。